GLASARTEN


ESG satiniert
ESG satiniert Weissglas / Optiwhite
WISSENSWERTES
WEITERVERARBEITUNG
BEARBEITUNG
Der Schöpfer von gehärtetem Glas gilt als die französische Firma SSG. Die Tatsache, dass dieses Unternehmen zum Erfinder des gehärteten Glases wurde, ist eine Selbstverständlichkeit, da es sich von Anfang an auf die Herstellung von Glas für Automobile konzentrierte. Es erübrigt sich zu erwähnen, dass die ersten Autos Glas hatten, das weit vom sicheren Betrieb entfernt war, und dass diese Situation den SSG-Ingenieuren nicht zusagte, und sie begannen, nach Material zu suchen, das gewöhnliches Flachglas ersetzen konnte, das für die Verglasung der Fahrerkabine verwendet wurde. Als Ergebnis der Forschung entwickelten die SSG-Ingenieure 1929 eine spezielle Technologie, bei der das Glas über die Erweichungstemperatur erhitzt und dann durch Kaltluftstrahlen scharf abgekühlt wurde. Infolge dieser Prozedur kühlte die äußere Oberfläche des Glases viel schneller ab als die innere, und dies verursachte das Auftreten einer Restkompressionsspannung in den inneren Schichten des Glases. Aufgrund dieser Restspannung wird das Glas widerstandsfähiger gegen mechanische Beschädigungen und zerfällt im Schadensfall aufgrund der im Glas verbleibenden Überspannung in viele kleine Bruchstücke ohne scharfe Kanten, die bei einer Beschädigung von gewöhnlichem Glas entstehen. Ausgeglichenes Glas hat sich somit zu einem idealen Werkzeug für die Verglasung eines Fahrzeuginnenraums entwickelt. Nach der Entwicklung spezieller Ausrüstung für das Tempern von Glas, um die Massenproduktion dieses Materials zu vereinfachen, wurde das getemperte Glas in der Automobilindustrie aktiv eingesetzt.
ESG Sicherheitsglas entsteht durch Vorspannen von Einfachglas / Floatglas oder Ornamentglas. Bei diesem Vorgang erhitzt man das Basisglas auf mehr als 600 ° С und kühlt es im Anschluss schlagartig durch schnelles Anblasen ab. So wird das Basisglas in ein System gleichbleibender Spannungsverteilung gebracht und es entsteht das ESG Einscheibensicherheitsglas. Die Oberfläche steht unter Druckspannung und das Glasinnere unter Zugspannung, dieser Vorgang macht das Glas biegezugfester.
Nach dem Vorspannprozess kann ESG Einscheibensicherheitsglas nicht mehr geschnitten oder durchbohrt werden, lediglich Oberflächenveredelungen sind möglich.
Dank der Wärmebehandlung weist das Glas im Vergleich zu gewöhnlichem Flachglas eine erhöhte Schlagfestigkeit und Schlagfestigkeit auf. Darüber hinaus ist ESG unempfindlich gegen große Temperaturunterschiede. Wenn es unter starker Last zerbricht, zerbricht es in kleine Stücke mit stumpfen Winkeln. Dies reduziert das Verletzungsrisiko im Vergleich zu normalem Flachglas erheblich.
Aufgrund der gleichbleibenden Spannungsverhältnisse kann das ESG Glas nachträglich nicht mehr geschnitten oder durchbohrt werden. Bohrungen, Rand-, Flächen- oder Eckausschnitte usw. müssen vor dem Vorspannungsprozess eingearbeitet werden.
Unbearbeitet Glaskanten mit scharfen Rändern werden nur dort eingesetzt wo diese im Rahmen liegen und somit keine Verletzungsgefahr besteht. In allen anderen Fällen werden die Schnittkanten durch Schleifen und Polieren nachbearbeitet. Heutzutage geschieht dies überwiegend maschinell mit Kantenschleifautomaten. Als Schleifmittel werden dabei meistens Korund oder Diamant eingesetzt.
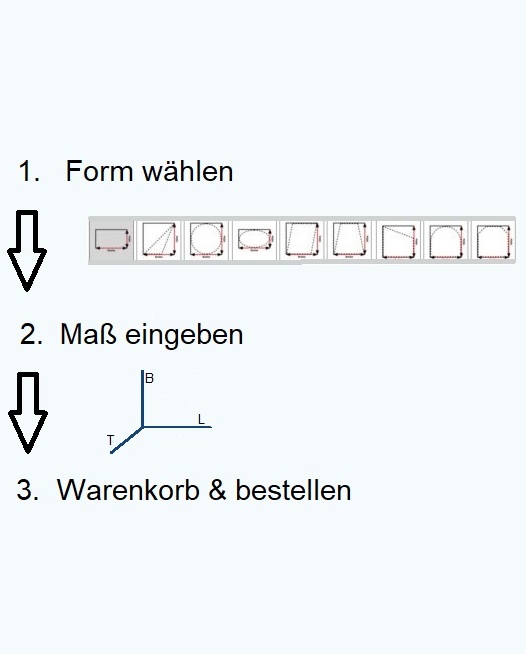
Sie haben die Wahl zwischen:
Geschnittenen Kanten: Vorsicht scharfkantig
Gesäumten Kanten = entgratet, daher keine scharfen Kanten
Polierte Kante: Bearbeitet mit Glanz an der Kante
Matt polierte Kante: Kantenbarbeitung matt poliert
Facettenschliff poliert: 5mm bs 25mm Facette je nach Wunsch
Bei allen sichtbaren Kanten empfehlen wir eine glänzend oder matt polierte Kante.
Ausschnitte / Bohrungen:
Randausschnitte, Eckausschnitte oder Flächenausschnitte für Bescläge, Sockelleisten oder ähnliches.
VERWENDUNGSBEISPIELE
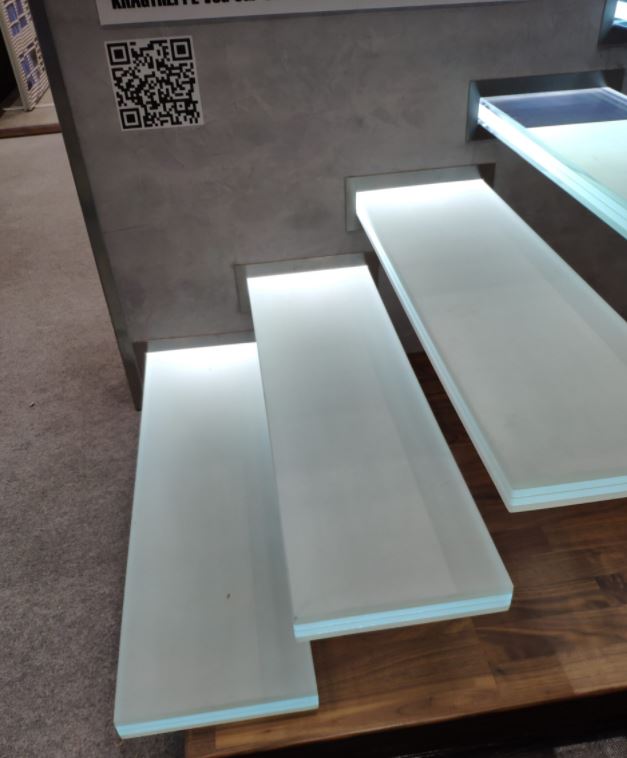
Satiniertes ESG kommt überall dort zum Einsatz, wo viel Tageslicht erwünscht, Einblicke aber vermieden werden sollen. So kann man Bürotrennwände, Duschkabinen, Tischplatten oder Türen mit satiniertem ESG gestalten. Aber auch Küchenrückwände können aus sicherem und leicht zu pflegendem ESG gefertigt werden. Im Außenbereich eignet es sich gut für Balkon- und Geländerverglasungen, Vordächer oder Fassadengestaltungen.





EIGENSCHAFTEN
Wichtig bei ESG Sicherheitsglas
Im Bruchfall zerfällt ESG Glas in kleine, stumpfe “Glaskrümel”, so dass die Verletzungsgefahr minimiert wird.

Herstellung
Satiniertes ESG wird aus satiniertem Floatglas hergestellt. Es ist undurchsichtig, aber lichtdurchlässig. Die Satinierung wird entweder durch Sandstrahlung oder durch Behandlung mit Flusssäure erreicht. Die glatte Glasoberfläche wird rau und undurchsichtig.
Das Satinieren mit Flusssäure ist weniger aufwendig, aber gefährlich, denn Flusssäure wirkt ätzend auf Haut und Schleimhäute. Man kann Glas durch unterschiedliche Verfahrensweisen und variierende Konzentration der Flusssäure unterschiedlich stark satinieren. Am häufigsten wird die Mattätzung angewendet. Das Glas wird undurchsichtig, aber transluzent.
Nach der Satinierung erfolgt die thermische Härtung des Glases, um es bruchfester und sicherer zu machen

ESG Glasbearbeitung
Aufgrund der gleichbleibenden Spannungsverhältnisse kann das ESG Glas nachträglich nicht mehr geschnitten oder durchbohrt werden. Bohrungen, Rand-, Flächen- oder Eckausschnitte usw. müssen vor dem Vorspannungsprozess eingearbeitet werden.

Vorteile ESG Glas
 Erhöhte Biegefestigkeit
Erhöhte Biegefestigkeit

Erhöhte Stoß-, Schlag- und Hagelfestigkeit

Temperaturbeständigkeit

Verletzungshemmend

TECHNISCHE DATEN
| Farbe: | Transparent, leichter Grünstich |
| Dichte / Gewicht: | 1 m 2 mit 1 mm Stärke = 2,5 kg |
| Chemisch: | |
| Säurebeständigkeit: | Säurebeständig, Klasse 1 (DIN 12116) |
| Laugenbeständigkeit: | Schwach bis mäßig laugenlöslich (DIN ISO 695) |
| Wasserbeständigkeit: | Klasse 3-5 (DIN ISO 719) |
| Thermisch: | |
| Transformationsbereich: | 520 – 550 °C (+ 100° für Vorspannen u. Formveränderungen) |
| Erweichungstemperatur: | ca. 600 °C |
| Längenausdehnungskoeffizient: | 9 x 10-6 K-1 nach DIN ISO 7991 bei 20 – 300 °C |
| Spez. Wärmekapazität: | 720 J/kg K. |
| Wärmeleitfähigkeitskoeffizient: | λ = 1 W/mK (EN 572-1) |
| Wärmedurchgangskoeffizient | Ug = 5,8 W/m2K (EN 673) |
| Mechanisch: | |
| Elastizitätsmodul | 70.000 MPa (EN 572-1) |
| Biegezugfestigkeit: | 120 MPa (nach EN 1288-3) |
| Druckfestigkeit | 700 – 900 MPa |
| Biegezugfestigkeit: | 45 MPa (EN 1288) |
| Druckfestigkeit: | 700 – 900 MPa |
TOLERANZEN
Die Toleranzen aller Zuschnitte sind im Bereich m (mittel) nach DIN ISO 2768-1 zu finden. Wir schneiden alle Platten mit CNC gesteuerten Maschinen und haben eine maximale Toleranz von 1,2 mm. In der Regel beträgt die Toleranz unter 0,5 mm. Dank der maschinellen Fertigung aller Ausschnitte und Bohrungen werden erst der Zuschnitt und dann die Bohrungen mit der Toleranz im Bereich m exakt nach Ihren Vorgaben realisiert
Allgemeintoleranzen nach ISO2768-1

LAGERUNG / PFLEGE
Um die Langlebigkeit zu erreichen, sollten Sie die Tipps zur Pflege kennen:
Transparentes Glas sollten Sie mit handelsüblichem Spülmittel und wenn machbar mit destilliertem Wasser (vorallem satiniertes Glas) und einem weichen, sauberen Tuch reinigen und trocken reiben.
Kalk behandeln Sie am besten mit Essigessenz oder Zitronensäure und geringem Druck, um Schlierenbildung zu vermeiden.
Bei weiß satiniertem Glas sollte das Tuch ebenfalls weiß sein.
Berücksichtigen Sie folgende Hinweise:
Sie sollten keine Papiertücher oder Zellstofftücher verwenden, diese können Schlieren im Glas hervorrufen.
Transport / Lagerung:
Üblich ist der Transport auf Gestellen oder mit Kisten.
Die Lagerung oder das Abstellen darf nur in vertikaler Lage erfolgen.

PLANUNG / STATIK
Haben Sie eine statische Frage oder brauchen Sie Hilfe bei der Glaswahl?
Kontaktieren Sie uns, wir sind Ihnen gerne behilflich.
